












Our visit to the Furch Guitar Factory, Czech Republic in 2024
 |
| At Jimmy Egypt & Sons we truly believe that Furch guitars are among the finest quality instruments available in the world today. As part of the Global Furch Family, we are regularly invited to visit the factory to witness advances in design, quality and production and also to inspect new instrument designs and innovation at first hand. It is a testament to Furch that Petr and his team are constantly researching and improving designs and manufacturing processes with the aim of producing a superior-sounding acoustic instrument. Petr, Jana and the team invited all 4 of us to the factory this year. So without the need for them to ask us twice, we booked our flights and jostled with an army of bekilted Scottish football supporters to fly to Prague then onward to the Czech Republic's 2nd largest city, Brno before finally arriving at the small village Velké Němčice where the Furch factory is located. Here we were later to enjoy a fantastic party with food, drink and amazing entertainment. Before all that boring stuff though , we had the excitement of a factory tour to undertake where we would meet old friends from our previous visits and be introduced to many new and interesting innovations. Come on our journey through the factory and witness some of the processes involved in making a world class acoustic guitar where innovation and modern technology work hand in glove with top level skill and supreme craftsmanship. |
|
Timber storage, selection is where the journey starts. Furch source the best quality timber from all over the world to use in their guitars. Only the highest quality solid timber is used. No plastics or laminated timber is used in the production of a Furch guitar. All timber used in the construction of Furch guitars including these stacks of mahogany neck blanks are stored in a temperature controlled environment where the humidity is carefully controlled and monitored to create stability in the timber prior to machining |

|
Here we see spruce and cedar blanks being cartefully bookmatched and glued to create the top or table, the sound source of the guitar. |

|
Timber for 100s of guitars is stored in a special room where the humidity and temperature is constantly monitored and controlled. The wood is moved from a drying process in a temperature controlled kiln to a humidifying process to stabilise the timber in a process that can take several months. |

|
Ebony fingerboad blanks are stacked with dividers to allow air to circulate around the board in the wood stock room where temperature and humidity are constantly measured and controlled. |

|
A stack of rough shaped tops are stacked ready to have internal bracing applied. The "nib"s on the top are used in a process to locate the top in a jig. |

|
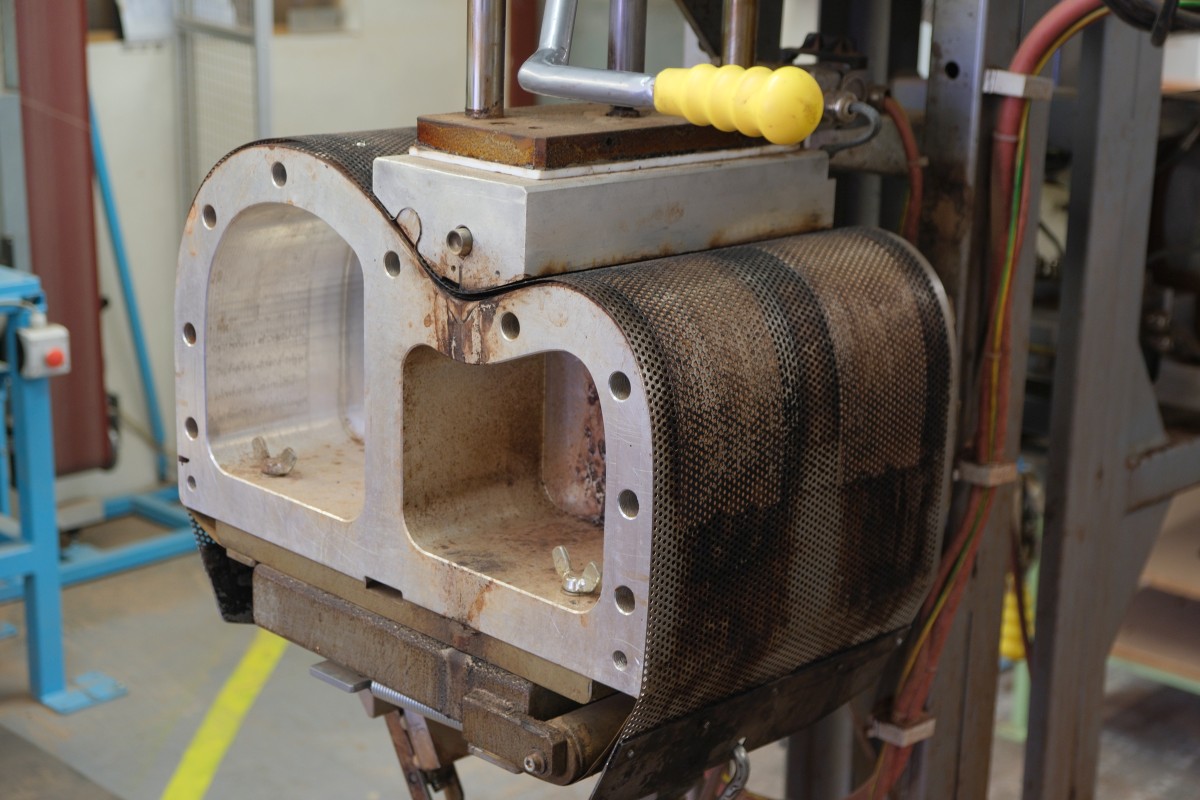
After soaking the wooden sides to promote malleability, this electrically heated aluminium former moulds the sides to the required shape for assembly |
|
The sides are then secured in a wooden former or mould to ensure stability of the shape. They will remain in this mould through the next stages of manufacture. |

|
A view through some body formers of which there are dozens in the assembly shop |

|
This pic shows a pair of matching sides after the bending process in the temperature controlled heating jig on which they are resting. |

|
The bookmatched back is fitted after the kerfing has been glued to the sides of the body |

|
The bracing is applied to the top and then glued using a vaccuum jig. The top half of the frame with a flexible membrane comes down, a vaccuum is applied to the jig, collapsing the membrane onto the bracing timbers which are glued in place |

|
After moulding, the sides are assembled with the end and neck blocks in a jig to keep the whole assembly stable during the remainder of the construction process |

|
Kerfing is carefully glued to the edges of the sides to enable attachment of the back and table. |

|
A closer view of the kerfing being applied to the sides using simple spring clamps. Note the adjustable formers braced across the sides of the body shell helping to maintain the instrument's shape through these stage.. |

|
This is a good pic of a Furch guitar's interior awaiting the fitting of the back. Other than the kerfing you can see the tail/end block and neck blocks here. The top is in place with the bracing applied as seen earlier. The curved piece of timber at the waist of the instrument is used in the formation of the waist and forearm contour available as an option on some models. |

|
Bodies racked up waiting to advance to the next stage of production. Each of the separate elements including the top, the entire body and the neck is QR coded at the start of production. Their progress is tracked through the factory using QR code technology to ensure process control, accuracy and accountabilityat every stage of manufacture. |

|
Some of the intricate designs available for fingerboard inlay. Any design including custom designs can be inlayed on the fingerboard. This option is available in the Rainbow range of instruments. |

|
Evie has a closer look at some of the intricate inlay work applied to the headstock plate |

|
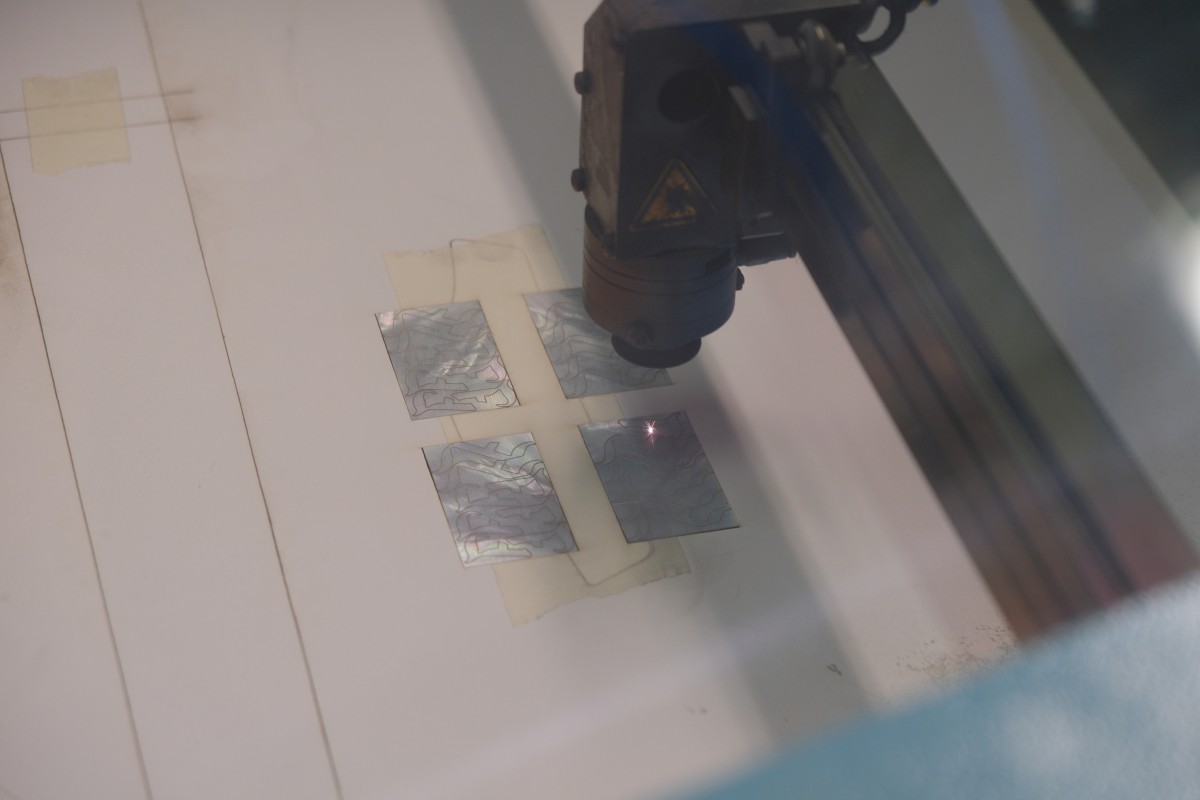
This a computer controlled laser engraver in the process of cutting mother of pearl shell blanks into headstock logo inlays. |
|
Inlays are then glued into fingerboards and headstock plates which are already cut to recieve their respective pearl or abalone designs using similar laser techology. |

|
This is another computer controlled CNC machine that cuts fret slots in fingerboards. As you can see it's completely automated and cuts slots in 4 ebony fingerboards in each pass |

|
This is the major CNC router which shapes neck blanks. Unfortunately not a lot can be seen from this pic due to the nature of the mechanism of the machine and also reasons of safety. |

|
This articulated CNC robot arm picks up a neck after it's been shaped by the main CNC router and then carefully sands to to a precise specification using a pair of cylindrical bobbin sanders. Theses are equipped with bobbins of differing diameters . |

|
A production partner applies the headstock plate with MOP logo in place to a neck blank. |

|
Racks of necks with identifying bar code labels are racked up ready for fitting to their respective body when the arrive from the polishing shop. |

|
Each body is fine sanded before final polishing. This proceedure ensures the perfect mirror finish seen in full pore finished Furch instruments. |

|
A quintet of final sanded bodies ready to be fitted to armatures before final polishing in the CNC controlled polishing mop booth. |

 |  |
 | |
| This guitar on the bench has the armature still installed which allows fixing to the robot arm during the spraying process. The operator will remove the armature before final polishing. The main polishing process is undertaken in a sealed booth where a programmed robot arm manoeuvres each giuitar body onto large polishing mops. Ther bodies are held by vaccuum pressure. After this stage bodies will be hand polished on convential mop polishing machines to ensure a flawless finish. | |
 |  |
 | |
| Each guitar body undergoes a careful and precise series of sanding proceedures to ensure perfect preparation before grain filling and spraying. Throughout the factory wood and particle dust is carefully controlled and extracted before it escapes into the general environment leading to a completely dust free factory! | |
|
Using a turntable dolly jig, a production partner carefully sorts and glues abalone purfling inlay decoration on a Gc-SR body |

|
Another operator glues body binding and purfling in place. This demands great skill. |

 |  |
 |  |
| Final quality inspection and setup is carried out by a team of expert luthiers who ensure each instrument plays precisely and perfectly and is free of flaws or defects. On delivery at our Glasgow store, we remove the instruments from their case and they are always perfectly setup and in tune! Unheard of in any other instrument we recieve into our shop. |
|
Petr Furch announces newly introduced models and new designs for 2024. See them first in our shop sometime in August 2024. More on this to follow as details become available. |

|
Petr Furch explains concepts behind the new truss rod design soon to be introduced into all Furch guitar models further improving the performace of all Furch instruments.. |

 |  |
 |  |
 |  |
| These are some of the new models and shots of the 2024 Limited Edition model we have ordered for delivery to our shop in the coming months. We aim to be ahead of the curve with Furch and to always be able to offer our customers full information and support of the entire Furch guitar range . With our own manufacturing background and our knowledge of design, materials and processes, we consider ourselves second to none in the retail area for knowledge and advice. | |
 |  |
| The party was as always first rate with jazz soul band "Trioniq" featuring members of Jamiroquai's band and an amazing local Czech rock band "-123min.' providing exemplary entertainment. Excellent quality catering and refreshments were in plentiful supply. |
|
|

| Conor and Aaron stayed behind well into the wee hours cleaning up the site after the party. Well done lads! :) |
 |  |  |
 |  |  |
| The city of Brno, a short 1/2 hours drive from the Furch factory is an excellent destination for those wishing to experience Czech life, ciulture and beer without the high tourist influx that the capital attracts! |
 |  |  |
 |  |  |
 |  |  |
| Visiting the Czech Republic we couldn't not visit the capital city of Prague. From it's amazing and historical square and world's oldest Astronomical Clock, installed in AD1410 to the famous Charles Bridge there is a lot to experience . It goes without saying that we felt obliged to indulge in the local cuisine and of course more Czech bier. What is also shown here is a beer scorecard. We never quite managed to get to 99 pints and fill the card but we put in a good effort! Here's to next year perhaps we'll be more successful! |